
来源:盈泰高精发布时间:2018-06-02
由于lsr的粘度较低,因此它在注射成型过程中,即使在注射压力较低的情况下,填充流速也可以较快,但是为了避免空气滞留,对模具排气的要求更加严格。总的来说,现代LSR的快速硫化的循环时间更短(某些情况下循环时间不到20秒),为了充分利用这一特性,加工机械、注射成型机以及部件转移系统等必须相互配合,作为一个高度集成的整体运作。
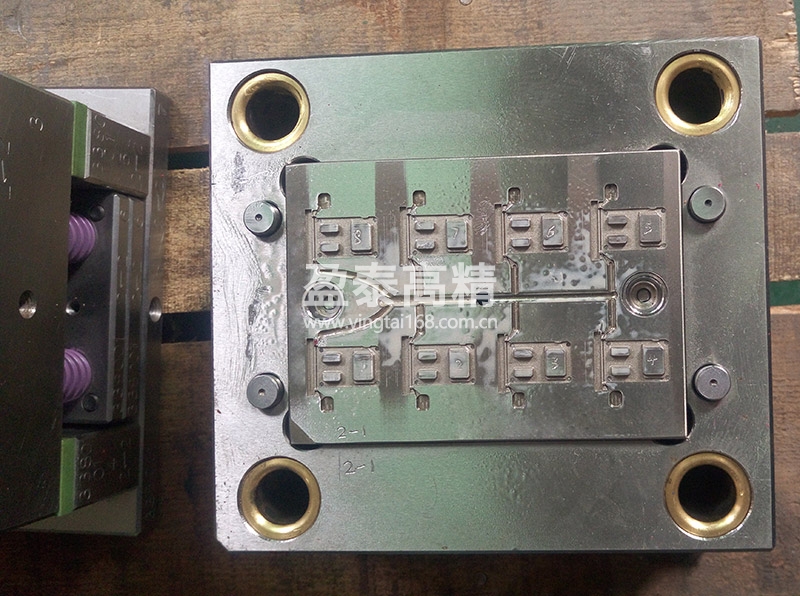
一、冷流道成型
现代冷流道体系充分利用了LSR剪切变稀的性质,真正达到了无浪费,无毛边成型。在过去的三到五年里,冷流道模塑在制造业中的优势地位急速上升,并导致橡胶产品的产量增加、废品减少、劳动成本降低等良好的势头。
LSR不会在模具中收缩,这一点和热塑性塑料类似。但是由于膨胀系数较高,加热时会发生膨胀,冷却时却仅有微小的收缩。因此,部件通常不能在模具中保持准确的侧边距,只有在表面积较大的空腔中才可以保持。
与热流道模塑相似,在冷流道加工中,热固LSR应保持较低温度和可流动性,以确保没有物料的损失。这种加工方法最适用于在清洁的室内环境中生产大小、结构相似的大体积部件。理想模型是在人为因素影响最小的设备中昼夜不停的运转,并逐步增大运转周期(日或周)。
目前所用的冷流道设备有两种基本类型,即闭合系统和开放系统,它们各有优缺点。注射循环中,闭合系统在每一个管道中都采用“开动销”或“针形阀”来控制LSR液态硅胶的流量。而开口系统则根据注射压力的大小,利用“收缩嘴”和阀门来控制物料的流量。
与开口系统相比较,闭合系统最典型的特点是在较低的注射压力下进行注塑。设备中可调控的“节流口”可以对不平衡的分流道以及物料的不同剪切变稀性能进行微调。缺点是对某些给定大小的部件和模具,设备需作额外的调整。
开放系统利用通过喷嘴或者阀门的高剪切速率,在注射压力降低时,进行截流。一般情况下,开放系统的空腔填充时间要比闭合系统稍微短一些。开放系统由于分流道和喷嘴较小,空腔密度较高。分流道则要求自然平衡,并与物料本身的流变性能严格匹配。因为开放系统的流道尺寸较小,所以通常不用可调“节流口”,只需普通阀门就可以很好的控制流量,并获得最佳的压力点。
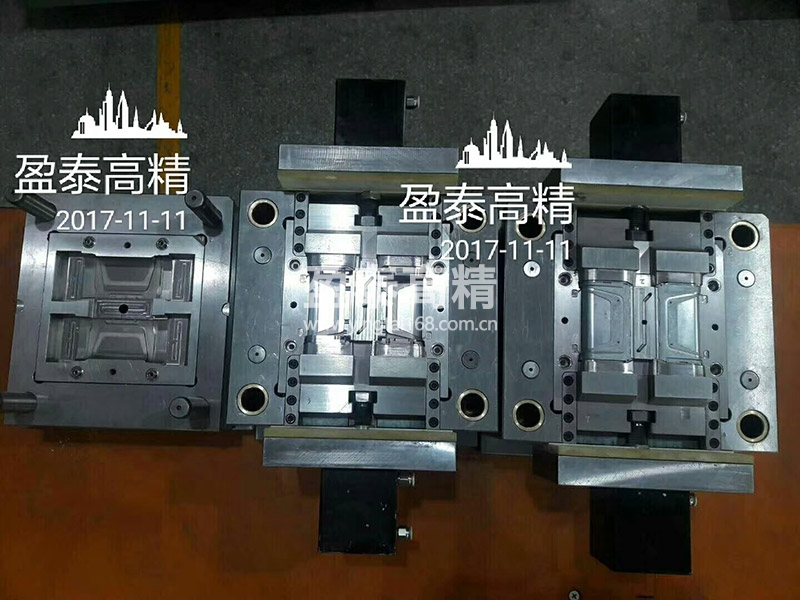
二、分模线
设计液体硅橡胶注射成型模具时,首先要考虑分模线的位置,因为分模线内部需设置一些通道,利用这些通道完成通风任务,通风孔必须设置在注射物料最后到达的模具末端。预先考虑以上因素,有助于避免空气的夹带和焊接线边缝强度的损失。
由于LSR的粘度低,所以必须确保分模型线的精确度,避免出现毛边。部件的几何形状和分模线的位置还会影响脱膜过程。在部件设计中,轻微的根切有助于确保被塑部件与模具空腔之间坚固的结合在一起。
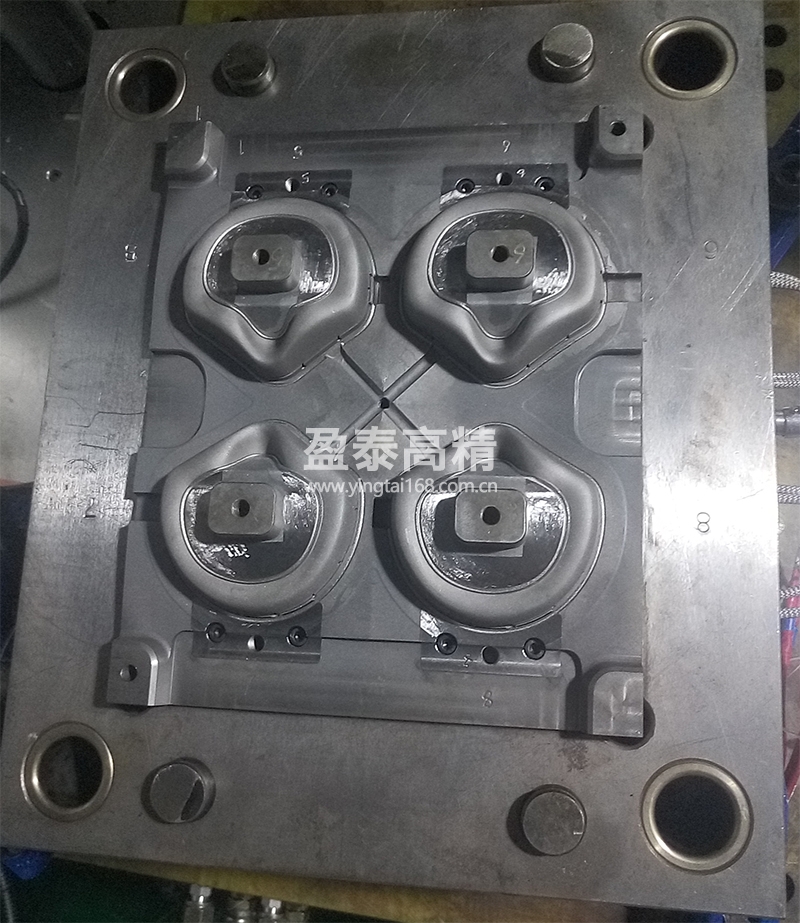
三、收缩
虽然液体硅橡胶在注射成型过程中没有收缩,但是由于硅橡胶具有较高的热膨胀系数,因而在脱膜、冷却后通常会有2%-3%的收缩。确切的收缩数据主要取决于物料配方,但是从加工的观点来看,设计者如果在构思的时候,预先对影响收缩的一些因素有所考虑的话,最后的收缩情况会有。



部件")



