
来源:盈泰高精发布时间:2022-07-25
包覆成型是一种注射成型工艺,允许在现有成型零件上添加一层额外的树脂,以提供单一材料无法提供的特性组合。最常见的应用之一是在硬质基材上添加一层柔软、功能性、亲手的类橡胶材料,通常是TPE(热塑性弹性体)。另一种是通过包覆成型不同颜色或表面处理的材料来改变或增强零件的外观或“化妆品”。包覆成型材料可以在任何东西上找到,从医疗器械、手动工具到牙刷,以及组件内的垫圈和密封件。
作为一种制造工艺,包覆成型可以在不同材料之间提供优异的粘合力,并且无需手动组装材料。由于该过程可以在不同程度上实现自动化,因此成本效益相当高。而且,通过降低组装的复杂性,它可以帮助降低成本,加速产品和设备的上市。但最重要的是,它可以大大提高产品开发人员可用的材料特性范围。

包覆成型的主要方法有两种:二次成型、二次喷射成型和Pick-n-place成型,前者使用单个生产模具,而后者使用两个模具。
二次成型的材料选择可能很复杂。基材和二次成型树脂可以相互补充,但要有效,它们必须兼容。选择的不同不仅取决于二次成型零件的应用,还取决于用于生产二次成型零件的方法。由于二次成型的过程和结果比单次注射成型更复杂,因此在选择材料时,寻求树脂专家的意见是有帮助的。
包覆注塑与 Pick-n-Place 重叠注塑
让我们先看看包覆注塑,它涉及用一种材料成型的基材,然后用另一种材料快速包覆注塑。这通常是一个高度自动化的过程。第二种方法是“pick-n-place”成型,其中成型整批基板部件;然后将基板部件一次一个地手动放置到第二个模具中,将包覆成型的树脂注射到该模具中以生产完成的部件。
包覆成型主要有以下三种方法:
转移包覆成型是一种机器人程序,在该程序中,基板零件被机械地从一个模具中取出,然后放入另一个更大的模具中。包覆成型材料被注射以填充第二模具中的空白空间,通常在第一模具中生产下一基板时。
旋转包覆成型是另一种机器人工艺,其中模具本身从一个注射站移动到另一个注射站,以允许注射基材和包覆成型材料。
型芯背面包覆成型只能用于非常特定的线性几何形状。模具由一个滑动段构成,该滑动段在第一种材料注射后被拉回,并设置为为第二种注射材料腾出空间。
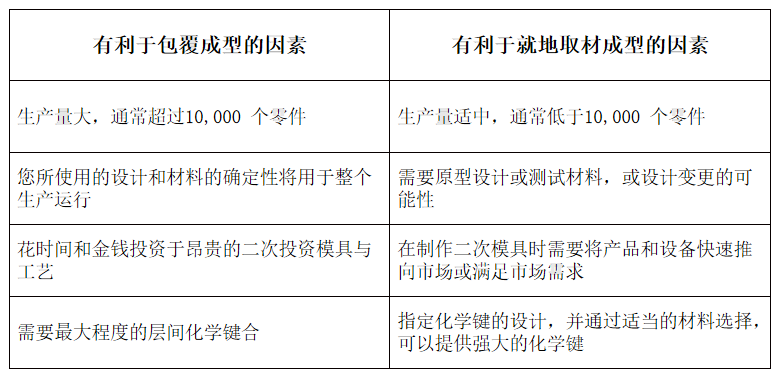
所有三种二次成型方法都将包覆成型材料分层到温暖的基底上,这有助于化学粘合。这三种产品都需要专门的设备和昂贵的模具,但由于高度自动化,它们在大批量生产中具有成本效益,通常超过10000件。
Pick-n-place成型使用两个完全独立的模具。一批基板零件在一个模具中制造并冷却。然后,用手将它们放入第二个较大的模具中,该模具容纳基板部件,并为二次成型材料留出空间,以便将包覆成型材料注射到基板上。与二次喷射法相比,该工艺使用的设备不太复杂,模具也更简单,并简化和加速了安装过程。
比较包覆成型方法
虽然手动将基板放置到二次模具中的速度比机器人工艺慢,但它通常可以更快地以显著更低的成本完成中低批量零件的生产。Pick-n-place成型的最大挑战是包覆成型材料和冷却基板之间的化学粘合减少。为了最大限度地提高附着力,必须小心处理基材,以防止污染可能影响附着力的表面。此外,适当的材料选择也有助于确保拾取位置应用中的良好粘合。
粘合的作用
树脂层之间的粘合有助于防止层分离。根据零件几何图形的不同,粘合可能会受到多个力的作用,这些力会将层拉开。
这些措施包括:
1.直接拉力导致对接接头分离
2.由平行于粘合界面的拉力引起的剪切,导致搭接处分离
3.通常从边缘开始并沿材料之间的界面传播的剥离
当其中一种材料是弹性体时,粘结强度尤其重要,弹性体可以弯曲并从基材上拉走。这既适用于热塑性弹性体(加热时软化),也适用于热固性材料(不软化)。
有两种主要的层结合方式。一个是两个树脂层界面的实际化学结合;另一种是机械键合,这取决于界面的物理几何结构。通过零件设计、材料选择、模具设计和成型工艺的组合,实现可接受的粘合。
化学键合兼容性
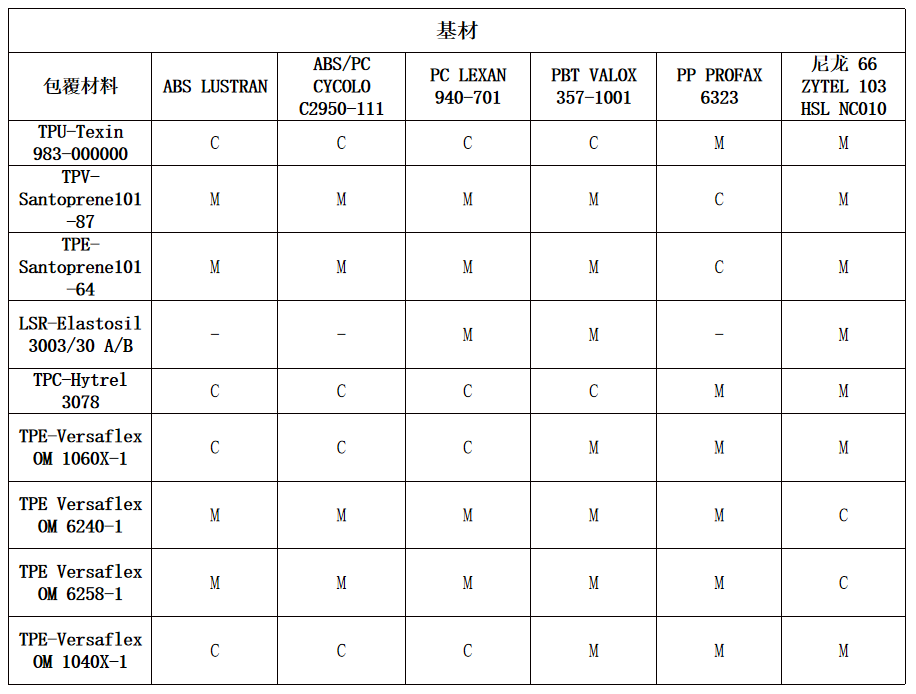
M为机械键,C为化学键
包覆成型材料
基材和包覆成型材料有数千种可能的组合。除了一些常见的可能性,如果您需要特殊特性,材料供应商还可以确定其他许多可能性。
除了相容性和附着力外,还有许多因素影响包覆成型树脂的选择。如果目标是缓冲,则包覆成型材料的厚度与材料本身的柔软度同样重要。无论材料选择如何,薄层,通常低于0.40英寸(10mm),都会感觉坚硬。出于这个原因,许多消费品将有一排更高的肋条,以增加感知厚度,同时减少包覆成型材料的数量并增加其灵活性。材料的实际柔韧性与其硬度或硬度计没有直接关系。更好的测量方法是弯曲模量,它测量材料的抗弯曲能力。弯曲模量较低的材料会感觉更柔软。虽然有多种树脂适合包覆成型,但也有一些弹性体,如Versaflex,可专门用于包覆成型应用。
如果包覆成型的目的是增强抓地力,则材料的摩擦系数表示其触觉。例如,热塑性弹性体(TPE)通常具有高摩擦系数。在缓冲的情况下,硬度计不是一个可靠的测量材料的抓地力。由于包括热塑性塑料和热固性塑料在内的许多树脂都具有一系列特性,因此在为特定应用选择合适的树脂等级时,向速加相关的专家咨询是有用的。
与包覆成型一样,嵌件成型将树脂注射到另一种材料上,但另一种材料通常是金属,而注射的塑料材料通常是刚性塑料,而不是塑料基材。金属电气部件或定制加工的金属零件通常以这种方式嵌入塑料中。类似地,螺纹插入件可以模制成塑料零件,以便更牢固、更耐用地组装塑料部件,如设备外壳。嵌件成型是通过热铆接或超声波焊接插入金属零件的替代方法,通过该方法,模制塑料零件局部熔化以允许插入金属零件。与其他方法相比,嵌件成型更可控,并允许更好的封装。模压嵌件还消除了二次嵌件安装过程的需要,节省了时间和金钱。
因为嵌件是金属的,所以必须将其放入模具中,然后用塑料封装。对于大批量生产,这可以通过机器人完成,但对于低到中批量生产插入模具,pick-n-place是一个手动过程。金属嵌件和塑料之间没有化学粘合,因此嵌件和树脂部件必须设计为机械粘合。
文章来源:https://www.sogaa.net/portal/zyzx/zxzx/d?id=9b25bc57-153f-4435-802f-beda7fbd78ab
射出成型的成功关键")

产品定制生产解决方案满足多元应用市场,助力用户提质增效")


