
来源:盈泰高精发布时间:2021-09-08
一、液态硅橡胶的特性
液态硅橡胶(Liquid Silicone Rubber, lsr) 是种无毒、耐热性、具高回弹性的柔软热固性材料,其流变行为的主要表现为具低黏度、可快速固化、剪切稀化现象以及较高的热膨胀系数值。LSR 是以铂金(Pt, Au)作为催化剂的两液型快速固化材料,可采射出成型加工方式来成型,射出成型方式可达到大量制造、快速交联固化,以及可重复性的稳定生产等加工优点。
LSR的射出产品具备较好的热稳定性、抗寒性与优越的电气绝缘性,燃烧时也不会产生有毒物质。LSR的应用领域极广,举凡健康用品、汽车、婴儿用品、医疗用具、潜水用品、厨房用具,以及密封性应用产品等,LSR都是在现阶段生产设计中不可取代的材料。

图1:液体硅橡胶是一种坚固,柔韧的材料,可以很好地保留其记忆力。
二、LSR 的成型加工制程
液态硅橡胶LSR 的成型加工只需要三个步骤:「计量混合」、「模塑成型」、「熟化定型」。液态硅橡胶LSR 具优异的流动性,在模具中固化后具有坚固性和柔韧性,使LSR 射出产品可进行非常态的细部结构与倒扣等设计,这是其它射出材料,如塑胶或热塑性弹性体等所无法做到的。LSR 通常是以射出机射出成型,其成型设备与热塑性塑料常用的加工设备相似,但对于细部的要求却不全然相同。
LSR为双液型或双成份组成的液态原材料,分A液成份和B 液成份,市售包装最常使用是20 公斤(约5 加仑)提桶或200 公斤(约55 加仑)圆桶包装。提桶或圆桶组件放置在配有精确随动板的高压泵中,以通过精确的高压控制泵将黏性组分从包装圆桶推出,利用混合装置精确地将A、B 液成份以1:1 比例充分混合。此外,因部分产品为有颜色的设计,所以可加装配有色料的加色泵组及颜色计量装置,将A 液、B 液、添加剂、色料等在静态混合器中充分混合后导入塑化系统。在混合系统中,冷却介质必须确保混合物能保持在受控的冷却温度(10~20℃ ) 下,以抑制交联或固化反应提早发生,冷却状态下的LSR 混合物可保持稳定长达数天。
LSR 专用的塑化螺杆同时具有均匀化、混合的功能,通过螺杆将混合料射出到成型高温模具中,在模温170 ~ 200℃条件下,触发起始交联反应使硅胶材料发生固化反应成型最终产品。当LSR 模具使用冷流道进料系统时,值得注意的是流道要足够低温且足够冷。此外,为避免漏料或漏胶,针阀装置会安装在模具部件表面,射出完成后,针阀立即将封闭射嘴。
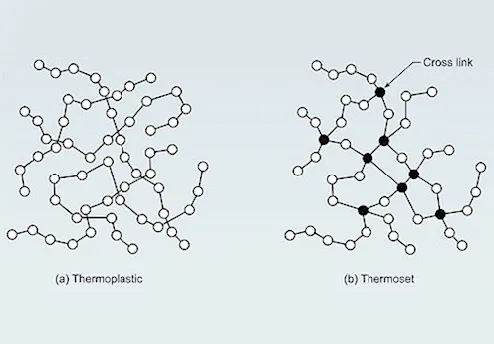
图2:交联决定了热固性材料的许多特性,如强度,稳定性和耐热性
二、LSR 的成型加工设备考量
1、液态硅橡胶射出成型机的关键组成
• 由于LSR的低黏度特性,在加工过程中要考虑材料的回流和逸漏,因此对射出螺杆的密封要求非常重要。
• 为防止LSR的感温过早固化,射出机与模具间的隔热设计相当重要,最好是采用针阀式射嘴,当射胶完成后立刻封闭喷嘴。
• A 液、B 液两组成成份的混合、计量装置。

图3:在某些情况下,LSR流动性号,容易跑披锋,即使是小至0.005mm的间隙
2、定量供料系统
定量供料系统共有下列几种形式可供选择:
• 双向泵可上下移动送料,能够有较好的稳压效果,借由A 液、B 液泵间相连接,同步由液压气动机构进行控制,因此此种形式的供料系统可较精确的控制计量且可靠性较高。
• 单向泵是种通用型,只能单项选择送料。
• 带有止逆阀的同步单向泵。
• 计量筒系统主要与单向泵互相配合使用。
3、模具的设计
在设计考量上,一般有以下几种形式:
• 热流道形式比较浪费物料,设计简单,成本低,多用于大型件产品。
• 有针阀的冷流道可实现自动化,成型周期短。
• 无针阀的冷流道系统,由于LSR的膨胀系数较高,加热时会发生膨胀,冷却时却有较微小的收缩,因此成品不能在模具中保持精準的侧边距,所以较建议采用针阀式冷流道系统来进行加工。
• LSR应保持较低温度和流动性,冷流道采闭合式系统,在射出加工周期中,闭合系统在每一个流道中都采用「封胶针」或「针形阀」来控制LSR 材料的准确计量。
由于硅橡胶具显著的受热膨胀特性,收缩率为2 ~ 4%(反应固化温度为150℃),同时硅橡胶具有受压变形的特点。LSR流动/ 反应固化的分析如下:
• 液态硅橡胶的反应固化化学反应,需要一定的反应时间。
• 理想的流动场( 流长比),在直径2mm,170cm 长度的流道中,LSR 熔胶的流动距离可超过100cm (L/t >500) 。
• 最小厚度1/1000 mm。
• 模温过高会导致反应交联固化提早,从而引起流动受阻。
• 层流形式可避免产生气泡。
• 高速射出会导致扰流形式流动。
• 物料的黏度会改变流动的模式。
• 湍流或扰流形式容易导致白点。

图4:LSR 部件位于一对铝制模具的顶部
基于上面的分析叙述,在模具的设计上要注意以下几项重点:
• 为避免扰流和喷流,应使用较小的针点或翼状小进浇口。
• 用T 型导向栓代替柱形导向栓,以增加模具定位精度。
• 应加装隔热层或隔热板。
• 不要使用含聚合抑制剂的防锈剂/ 油,一般可用甲苯、二甲苯等擦拭模具。
此外,固化的LSR 容易沾黏在金属表面上,应用上最为普遍的脱模技术包括顶针顶出和空气推顶。通过以上资讯,可以看到硅橡胶射出成型技术主要解决的问题是在于其混合、计量部分,以及螺杆的密封与模具的设计。

图5:LSR 材料于洒水器的应用

图6:LSR 材料的应用范围十分广泛,在许多领域的产品中都能看到其应用
三、结论
液态硅橡胶(LSR) 的射出成型加工因为是属于较独特的加工技术,所以需要对LSR 材料有基本认识,且在产品设计、模具设计与生产加工上给予适当与正确的设计与规划,能充分理解LSR 射出成型与生产制作流程设计的原则,就可避免出现产品问题,生产高品质、高效率的LSR 产品。LSR 材料的射出成型加工在目前算是一项经济效益还不错的市场,而且产业上对于LSR 产品之需求也有越来越多的趋势,新应用产品也会越来越多,这势必会引导更多成型加工业者投入LSR 的产品生产,也会让液态硅橡胶(LSR) 射出成型加工产业链与市场更加茁壮。
文章作者:型创科技/ 刘文斌 技术总监




注射成型工艺")
