来源:盈泰高精发布时间:2018-11-06
液体硅胶是注射成型液体硅橡胶(lsr):全名为注射成型液体硅橡胶,硫化设备为注射成型机。注射成型机有着工艺流程非常简单(不需高温胶工艺中的配料,炼胶,切料,摆料等人工流程,只需一个工人取产品即可),产品精确度高(成型之前所有人工程序全部被机器取代),产量高(A/B胶混合在一定温度下几秒钟成型),省人,省电,省材料等多项优点,能生产所有高温胶生产的产品!是今后几年硅橡胶材料发展的一主流。
液体硅胶注射成型工艺生产各种硅胶制品。如:医疗用品(如输液导管、呼吸面罩),婴儿用品(如奶嘴、固牙器等),精密防水密封件,汽车电子配件等。
LIMS用液态硅橡胶具有和普通硅橡胶相同的特性,如出色的耐热性、电绝缘性、耐放射线性、耐放电性等。根据一般用、高强度用、透明用、阻燃用等产品用途,具备各种系列产品,也能根据使用目的进行新产品开发, 着眼于缩短成型时间,提高原材料利用率,提高生产效率,使大幅度降低成本成为现实。
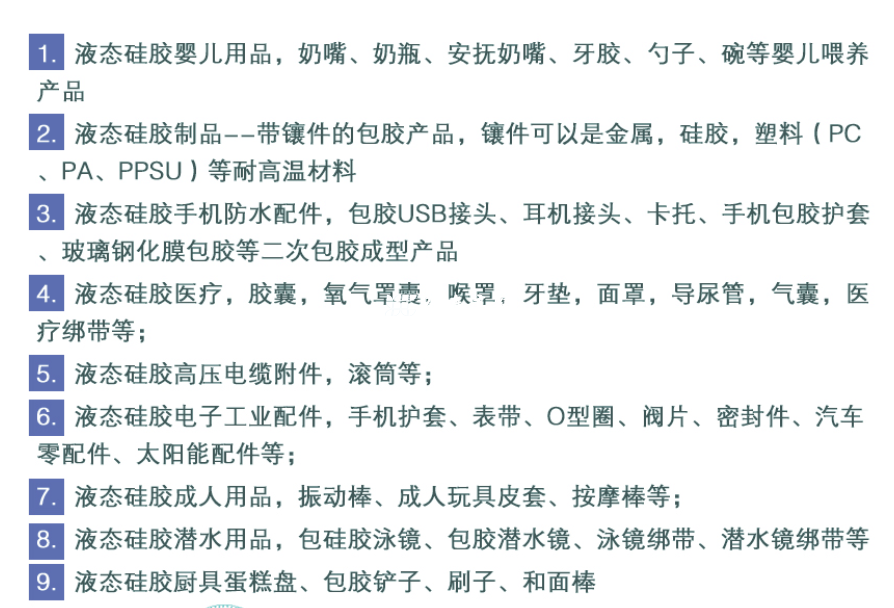
如上图所示为液态硅胶产品主要应用范围。
所谓LIMS(Liquid Injection Molding System)是,通过把具有出色性能的液态硅橡胶,和能够精密且稳定地完成注射成型的设备相结合而形成的新型成型加工系统。只须将A、B两种液态材料装入设备内,从混合到成型全自动完成,在追求简化工艺和缩短加工时间的同时,能很方便地实现高质量制品的加工,不仅如此,利用液态硅橡胶的各种特性,还能够广泛应用于以电气、电子、汽车、食品为代表的多种行业。LIMS着眼于生产能力的提高和人工费用的降低,完善地体现了出色的经济效能。

液态硅胶固化特性和成型性能:
固化温度
虽然根据制品的厚度和形状,其最佳固化温度亦有所区别,但以+130°C - +200°C的范围为标准,一般情况下即使在+90°C - +210°C范围内也能成型。
注射压力
当固化温度在+130°C - +200°C,压力在40kg/cm2-120kg/cm2的范围时,利用注射成型能取得良好的效果。
固化时间
在+150°C的情况下成型制品厚度为1mm上下时,其固化时间在10秒以内,故能在极短的周期内成型。
线收缩率
温度在+100°C - +150°C范围内时,其线收缩率为2%-3%(请参照一般特性数据)。
使用期限(混合后)
虽然A、B两液混合后其有效寿命与温度有关,但如果是普通制品在常温(25°C)情况下,72小时之内能保持不影响成型的粘度,在需要延长有效寿命时,建议在混合部位配备Chiller(冷却装置)。
固化机制
LIMS用液态硅橡胶的固化机制,通常进行加成反应,该反应利用加热来进行固化,随温度的升高而缩短固化时间。

液态硅胶生产设备
LIMS®用成型机
LIMS用的液态硅橡胶在常温下其粘度为50-2,000Pa.s,因此要选用适合这个粘度范围的成型机。注射成型系统基本上是由定量排出泵单元和带有动态搅拌器或静态搅拌器等混合装置的注射单元所组成。通常可使用由这些部件紧凑组成的高精度LIMS专用注射成型机。
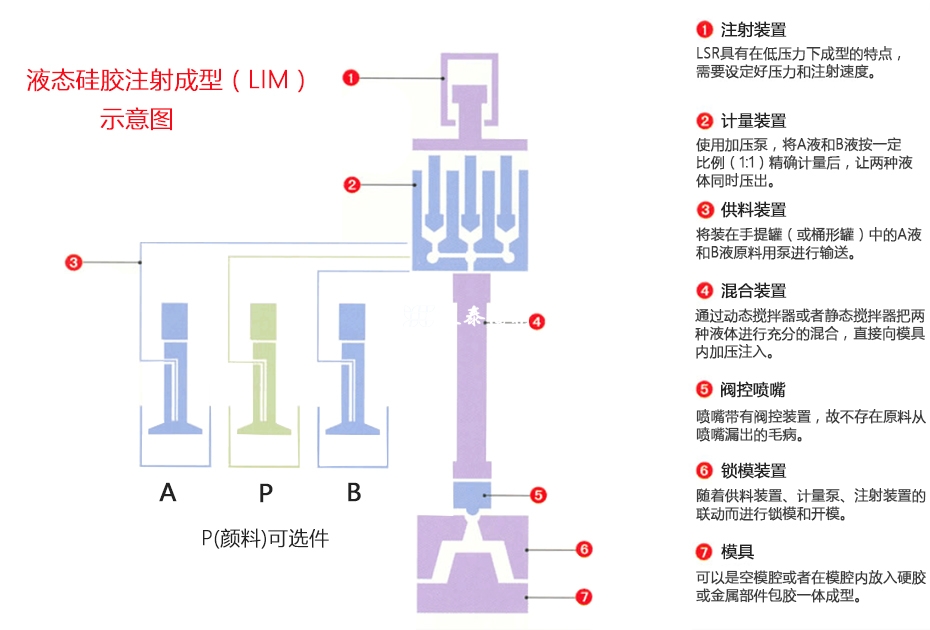
LIMS®用成型机的基本构成
(1) 注射装置
LIMS具有能够在低压力下成型的特长,要设定好压力和注射速度
(2) 计量装置
使用加压泵, 将A液和B液按一定比例(1:1)进行准确的计量后, 让两种液体同时压出
(3)供料装置
将装在手提罐(或桶形罐)中的A液和B液原料用泵进行输送
(4)混合装置
通过动态搅拌器或静态搅拌器把两种液体进行充分混合, 直接向模具内加压注入
(5)阀控喷嘴
由于喷嘴带有阀控, 故不存在原料从喷口漏出的毛病
(6)锁模装置
随着供料装置, 计量泵, 注射装置的联动而进行锁模和开模
(7)模具