
来源:盈泰高精发布时间:2022-03-29
前言
劳斯博格(Loßburg)。无论是下雨传感器还是汽车领域的插塞连接器、光学脉冲测量还是医疗技术领域的婴儿奶嘴——液态硅或液态硅橡胶(lsr) 材质的注塑件,其应用范围非常广泛。这种材料已有整整30 年的历史。从此,作为参与研发LSR 射出成型的领跑者——因此掌握了牢固的过程专有技术和与个性化相匹配的注塑技术。以前,工具和冷流道技术也自主研发。从大量的LSR 专业装备中,可始终提供为个性化定制的注塑解决方案。
Arburg 的LSR 用户可从标准机械技术部件、定制的LSR 成套设备以及大量的LSR 专用选配件进行选择。由此产生的系统解决方案包括所有必要的功能,如带有四柱导向装置和中央施力装置的三板模技术,可以精确成型、特种料筒模块或准确的材料配量。模块式ALLROUNDER 技术可完全符合各种应用可能性和要求。除水平和垂直机器以外,它也包括从全液压到全电动的各种驱动方案。加之锁模单元和注塑单元的灵活组合以及大量的不同配置,还有多组份技术。所以可加工各种市场通行的LSR 型号– 包括在高活性和高填充的材料内。
LSR 加工属于Arburg 核心专长
现在无论是单机,还是作为自动化的交钥匙设备,按用户要求定制的最佳解决方案始终是热门焦点。与领先的材料、模具及周边设备制造商的密切合作也对此做出贡献。通过可自主编程的SELOGICA 控制系统,所有生产流程可一目了然地掌控。简单的过程编程通过图形符号、在输入过程中直接的合理性测试功能以及广泛地连接LSR 特定周边设备对此加以保证。另外,还有多种过程优化、监控及存档可能性以及高度的工艺稳定性和重复生产精度,这由适配的模具加热电路或模具抽气等LSR 特定功能加以保证。Arburg 在全球范围内业已使用数以千计的LSR 机器。除由LSR 专家组成的资深的、跨部门的团队以外,在Loßburg 客服中心为客户提供个性化客户体验配备完善的ALLROUNDER 及在这一领域的多方位培训项目。

图1: 用 LSR 和热塑生产双组分部件交钥匙解决方案 图2:Arburg 也提供 LSR 专家咨询
LSR– 特性优异的材料
液态硅的特殊材料特性只有通过交联才固化。有意思的是,在传统和热塑性合成橡胶(TPE)达到其极限的地方,总是应用LSR。 LSR 其中还具有非常好的回弹性能、高耐热性(部分超过180° C)、低温柔性(最低约-50° C)、高电气绝缘特性、抗拉和再抗断强度以及在生理学上还具有无害性。这些材料特性、单一染色以及与各种金属和塑料的组合能力使液态硅的广泛应用备受欢迎。再加上材料类型数量愈来愈多。例如:除各种肖氏硬度的标准类型以外,还有医疗技术上的、耐油、油的热渗析、电气传导性、阻燃、快速交联或附着力修改型以及用氟化硅制成的类型。
LSR– 材料完美制备加工
材料制造商分2 个分离式容器提供即可使用的液态硅。 A 部件含催化剂,B 部件含交联剂。通过LSR 配料器,两个部件按1:1 比例输送, 在混料器混合。为了某些材料或产品性能的配色或更改,颜料和添加剂也可进行配量。后续的静态混合器保证了所有部分匀质彻底搅拌。然后,活性的材料混合物在压力作用下输送给LSR 料筒模块。为了阻止早期硫化,料筒模块调节到约20° C 到25° C。然后,通过螺杆附加混合的材料喷入高温160° C 至220° C 的模内,在那里快速硫化。
由于液态硅的低粘度,模具必须非常精确地操作,以便相应地密封。在注塑前往往进行模具抽气,以便对燃点、表面和填充问题的形成起反作用。最佳循环时间和节省原材料的生产应用冷流道系统。为了往往是非常软和有弹性的产品的产能,使用个性化的吹出装置、刷模或脱模装置。
LSR– 冷料筒模块、高温模具
与热塑加工恰恰相反,LSR 射出成型需要冷料筒模块和热模具。对生产工艺安全加工的关键是在料筒模块和模具内准确的温度控制。在模具内液态硅硫化要求温度在160° C 与220° C 之间,同时料筒模块要求温度在20° C 与25° C 之间。否则,活性的材料混合物会提前交联。因此,也要注意不同加工区的热分离。根据装备和工艺流程,注塑单元还必须符合其他LSR加工要求。使用不带冷流道系统的模具时,使用液压或气动针式闭锁喷嘴,同样,用开放式喷嘴作业时也需要冷流道系统降压。两部LSR 部件及配量的颜料和添加剂的最佳混合以及快速剂量要专门设计的螺杆几何形状。额定进料量的可重复性注塑可通过自动闭合的止回阀加以保证。
广泛的LSR 料筒模块
为了将注塑单元与各自必需的出料量协调一致,Arburg 提供各式各样的LSR 料筒模块尺寸,配有不同的螺杆直径。因此,在小注塑量如同大注塑量时,螺杆运行的调节精确度极高,每次注塑部件的可重复性可达到最高。液体恒温、串联温度控制套管以及单独的喷嘴温度调节保证了恒温大致在20° C 与25° C之间。套管通过机器侧冷水分配器或通过冷却设备冷却。即使是螺杆几何形状,也为液态硅加工定制。所以LSR 料筒模块上的材料引入被移到前面。
由于材料的粘度低,螺杆头上的止回阀有着完全特别的意义。注塑时,此止回阀必须立即重复精准地关闭,以便确保恒定的注塑质量以及部件的高重复精准度。Arburg 为LSR 加工研发的、自动闭合的滑动止逆环在所有的LSR 料筒模块上是标配的。提起被冷却的喷嘴实现冷的LSR 料筒模块与热的模具之间的热分离。针式闭锁喷嘴阻止液态硅的溢出。为适应各种模具理念和冷流道系统,提供了许多类型的喷嘴。Arburg 为LSR 加工专门研发的单孔式冷流道喷嘴配有液压针式闭锁系统,也可通过平切点,实现成型件直接注塑。高耐磨设计确保注塑料筒的使用寿命,机械式螺杆逆转锁确保注塑重量恒定。注塑单元的可摆动性以及所有供给管路的中央耦合装置可方便地更换螺杆和料筒模块。这也适于较短的调试时间。
标准机械制造技术适用于LSR 加工
所有的卧式和立式Allrounder 完美地适用于液态硅的加工。例如:使用液压设备时,双泵驱动技术保证主要运动过程精确地、可重复性调节。锁模单元为过渡控制,可使压板精确定位,在注塑阶段,例如:机械手系统啮合、启动抽气位置或锁模力降低。另外,还有时间优化的注塑循环同步运行。主要是因为快速LSR 硫化时间,这具有重要意义。结合相关的模具技术,可实现循环时间小于20 秒。另外,选用的位置调节螺杆可高精度保持规定的行程和压力特征。以其高精密度和重复生产精度以及快速性和高能效,即使是LSR 应用范围广泛的电机也是备受青睐的备选品。
标配:具有所有必要功能的LSR 装备包
Arburg 为加工液态硅提供的标配LSR 装备包包括LSR料筒模块、六条适配的、可选择扩展的模具加热电路以及大量的外围设备接口。所以,许多外围设备也如同机械手系统,通过特殊符号直接集成到Selogica 控制系统的过程编程。必要时,各种附加选配件可与此功能有效组合。例如:其中还包括真空装置和吹出装置、水流监视器或清刷和脱模装置的接口。通过此设备部件,Allrounder 扩展到自动化生产硅橡胶部件的整套LSR 系统解决方案。作为在这一领域内的系统供应商,Arburg 可提供全面的咨询服务乃至“交钥匙”设备完全交付。

图 3: 利用 Selogica 控制系统,复杂的过程也可方便安全地编程
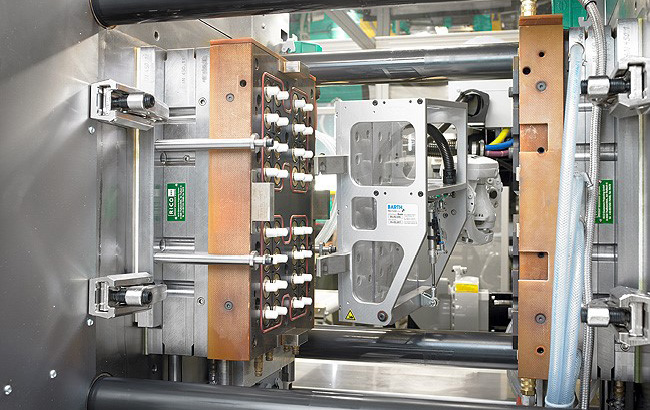
图 4:Rico 公司在无尘室制造护罩的模具
日渐扩大的应用范围
现在,液态硅不仅在广泛技术应用上,而是也越来越多地在医疗技术上以及消费领域内得到应用。应用范围涵盖插塞连接器、O 形环、软管及火花塞侧电极乃至婴儿奶嘴和食品包装的配量装置。
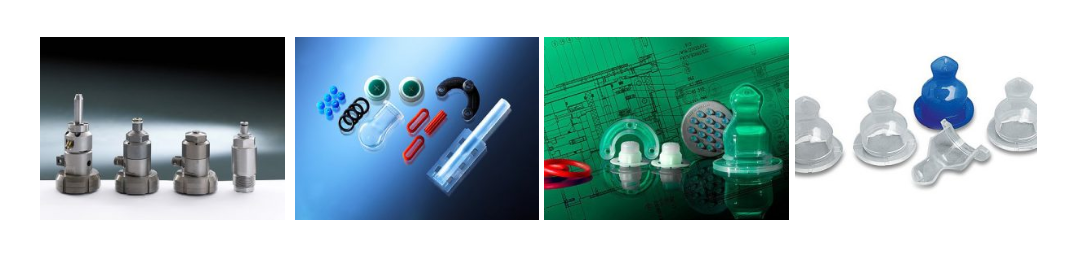
图 5: 不同的工具设计和冷流道系统,可提供不同的喷嘴 /LSR 可用于不同的产品 / 婴儿奶瓶的奶嘴
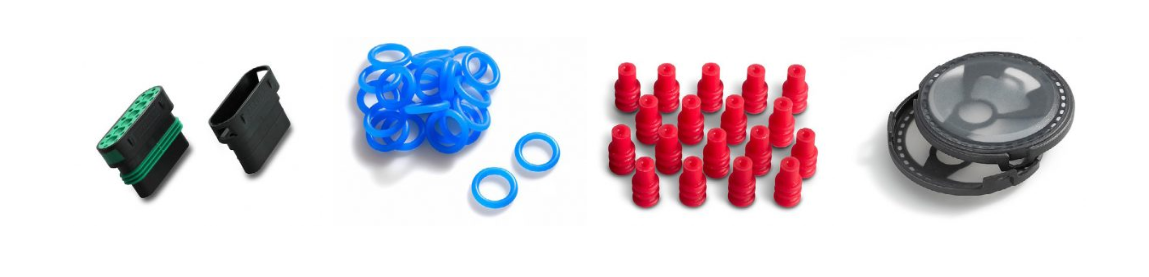
图 6: 热塑性塑料和 LSR 材质的插塞连接器 /LSR 材质的 O 形环 / 单股芯线密封 /PBT 和 LSR 材质的耦合垫
上述软硬特性结合制成的多组份组件是日渐增长的应用范围。 Arburg 作为在多组份射出成型研发上的引领者在这一领域上也具有多年经验。通过热塑性塑料与液态硅组合,但也通过嵌入件与LSR 注塑包封,成型件的特性和应用可大大扩展。然而,在工艺技术上提出了特别高的要求。例如:在模具和产品设计上特别要注意温度控制:高温时,LSR 在模具内交联,而热塑通常需要明显低的温度。因而在模具内的每个区域必须部分通过绝缘层进行热隔离。现在,卓越的材料特性和良好的加工方式使LSR 越来越成为一种应用材料,例如:符合温度或医疗应用的高要求。



成型模具和机器系统成功的关键因素")
市场快速增长趋势")
