
来源:盈泰高精发布时间:2021-08-03
两种塑胶材料在同一台注塑机上注塑(两套模具分别注塑两种材料或同一种材料不同颜色),分两次成型,但是产品只出模一次的模具。通常由一组模具完成,需要专门的双色注塑机(两套注塑系统:两个料斗、两个喷嘴……)。
塑料件双色注塑过程,这个视频是动模旋转180°进行注塑,也有不旋转,直接采用机械手抓取产品进行放置的。
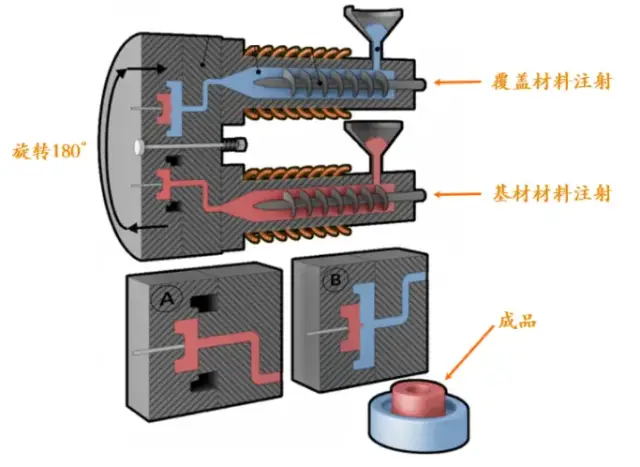
图片双色注塑示意图

图片第一色(正面)

图片第一色(反面)

图片第二色(正面)

图片第二色(反面)
模具特点
1、两套模具的高度必须一致;
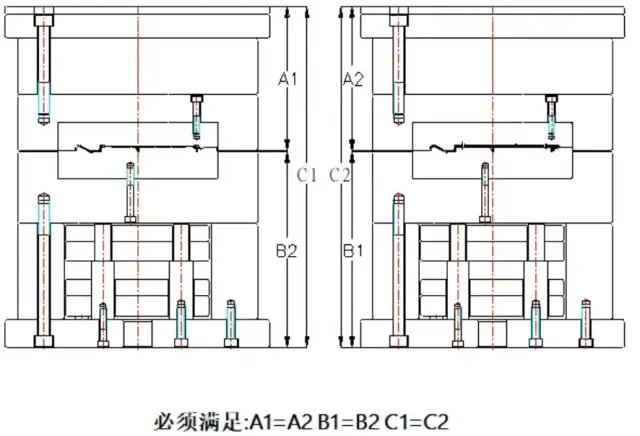
图片第一色和第二色模具高度一致
2、双色模基本上都是热流道(因为在第二色前不能有水口料),也有三板模点进胶、潜进胶;
3、前模的两个形状是不一样的,而后模的两个形状是一样的,(第二射必须做在前模上);
4、模具的前、后模以中心旋转180°后必须吻合;
5、第一射先注塑硬胶部分,第二射注塑产品的软胶部分。第一射如果注塑软胶,第二射由于注塑压力和温度会把第一射的软胶压变形(第一射成为封胶面),导致产品外观不齐。
6、原则上要求二次料的熔融温度要低于第一次料的熔融温度,防止二次射出时产生溶胶,在双色颜色相交的地方外观面上边界模糊;(硬胶的熔融温度一般比软胶的高)
7、缩水率:一般来说双色模具的缩水率取决于第一色材料,第二色材料要和第一色料选择相同的缩水率。缩水率不一样会产生断差。
结构设计拆件注意要点
1、要考虑原料的流动性,选择适当的壁厚,二次壁厚如果太薄会导致缺料,熔接痕不良。(第二色拆件厚度不低于0.8mm)
2、一次料的壁厚要保证一次产品不会缩水,以防止二次溢料跑毛边;
3、拆件时,第二色需在前模(以分型线为界),否则有部分在后模的话会做前模滑块出这部分的倒扣,产生合模线;
4、拆件时,第一射的结构要保证第二射的附着力(通过设计凹槽、圆孔、表面火花纹等)。
PS:硅胶包胶工艺是指:硅胶材料全包裹或者局部包裹加工的一种工艺,其中分为固态与液态硅胶包胶成型2种。(包胶属于二次出模)
固态硅胶包胶采用压模,在涂过胶水的PA、PC、金属等材料上放上硅胶,然后放入模具进行硫化。
液态硅胶包胶多采用注塑成型。
双色注塑模具
工艺1:
通过普通的注塑机,两次注塑来实现。对设备要求不高,但是生产效率低下,基本只适用于要求不高度软、硬胶两种材料的成型。
工艺2:
利用双色注塑机,将两种不同的塑料在同一机台注塑完成部件,常见的是旋转式的。适用范围广、产品质量好,生产效率高,是目前的趋势。
【视频1:牙刷】https://v.qq.com/x/page/w01624nhajw.html
【视频2:杯子】https://v.qq.com/x/page/y0165j2qyyk.html
版权说明:文章转载自“机械专业学习笔记”微信公众号。





