
来源:盈泰高精发布时间:2020-10-27
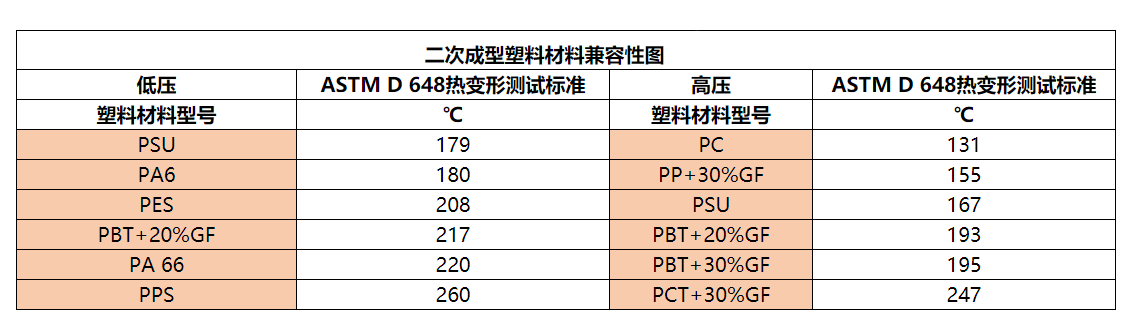
硅胶塑料二次成型也称为橡胶塑料二次成型,或塑料注塑成型。橡胶塑模成型,是用胶水将塑料件与硅橡胶粘合在一起,通过塑模成型成为成品的过程。塑料基材作为第一部分,被放入附加的橡胶模具与橡胶的第二次注塑成型。常见的二次成型塑料材料有PC、PPSU、PA+GF、PBT等,都是耐高温的热塑性材料。而常见的包胶材料是硅胶(高温硫化硅胶或低温硫化硅胶)或液态硅橡胶(lsr)。与组装或粘接橡胶到塑料部件相比,二次模压橡胶塑料成型的部件更加坚固。
硅橡胶注塑二次成型
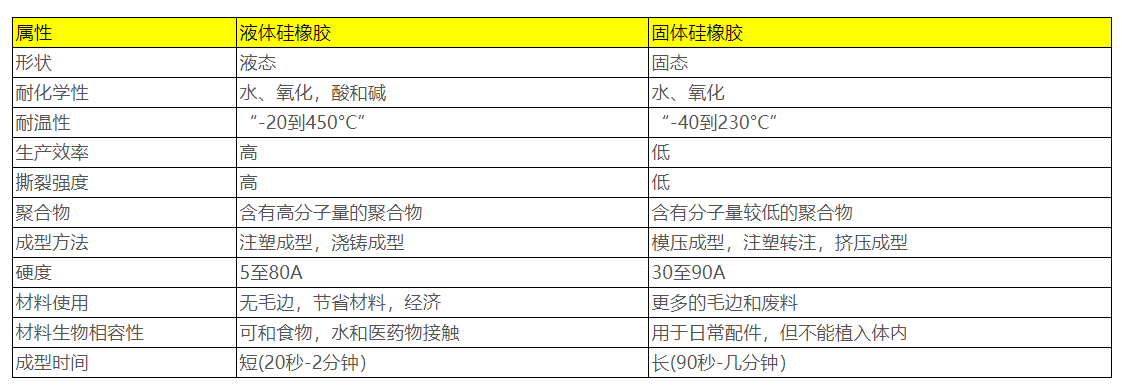
不同的硅胶材料与塑料件粘接成型,液态硅橡胶粘接塑料和LSR注塑成型。LSR是低温度的硅胶,因为它是由铂金硫化剂固化。铂金硫化剂加快了液态硅胶的固化时间,固化温度也较低,约为120-150℃,LSR和塑料二次成型比模压成型快得多。
液态硅胶包胶注塑成型的优势:
1.兼容更多的塑料材料,如医用低温PC、PA,或其他耐高温塑料PPS
2.固化时间短
3.注塑件无毛边
4.LSR塑料零件的尺寸控制有严格的公差
液体硅胶注射过模缺点:
1.LSR注塑模具成本昂贵
2.模具型腔受限制,液体硅胶成型模具不能容纳多穴腔
HCR硅胶和塑料压模二次成型
1.固体硅胶一般为高温固化材料,固化温度需170℃~220℃。此类塑料成型材料需采用高耐热塑料,如PBT、PPS、PC或PA材料,不适合这种成型方式,在过度成型过程中会熔化变形。
2.模压硅橡胶注塑二次成型选用低温固化硅胶,固化温度135℃:
低温固化硅胶选用铂金硫化硅胶,与过氧化物固化的高稠度硅橡胶相比,其过氧化物固化温度仅为135℃,而过氧化物固化硅橡胶至少为170℃。这使得硅胶塑料的粘接可以通过模压成型和转移注射成型来实现。
模压硅橡胶塑料二次成型的优点:
1.模具成本相对便宜
2.原料也相对便宜
模压硅橡胶塑料二次成型的缺点:
1.模压塑料成型产品上有毛边
2.注塑成型的LSR塑料件的尺寸公差上不是很好控制
3.如果塑料镶件不能牢固地固定在模腔上,废品率会很高,在压模中,硅橡胶原料直接放置在塑料上。一旦模具板关闭,塑料零件可能会偏离。
硅胶包胶塑料成型在模压二次成型前,塑料零件表面需要涂上胶水(底涂剂)
底涂剂是硅橡胶和塑料粘合过程中的另一个关键因素。在橡胶过模成型之前,首先要分析硅胶和塑料胶的相容性,然后决定哪种胶水适合两种不同的材料组合。二次成型是机械粘接的重要组成部分,而底涂剂对化学粘接有一定的影响。在过模温度下,将硅胶和塑料粘在一起,硅胶同时封装或覆盖塑料镶件,二次成型过程中会出现物理粘接和胶水粘接,使成品粘接更牢固。
塑料底材放入模腔前,将与橡胶接触的塑料表面涂上胶水处理剂。
没有胶水,塑料零件很容易从橡胶部分脱落,因为硅橡胶与塑料的粘合不是永久的。

硅胶塑料二次成型和粘接部件的用途范围有哪些?
硅胶包胶塑胶或者五金件用途实在太广了,涉及到医疗行业,汽配航空行业,电子产品配件行业等等,电子产品,五金产品,美容母婴日用品也经常看到包胶产品的应用。
比如硅胶粘接手机壳,硅胶手环粘接PC按键,LSR奶瓶或硅胶奶嘴塑料二次成型,医用口罩粘接硅胶垫等等。
可能有人认为,塑胶或五金件包覆的层越厚,其性能、可靠性和结构强度会更佳,且更容易生产,可实现较低成本的目标。但在一些特殊的应用中,由于产品整体体积和空间的限制,往往需要将包覆的硅胶层做到尽量薄。那么塑胶和五金包硅胶的最小厚度可以设定在多少?我们有另外一篇文章有专门讲到这个:http://www.yingtai168.com.cn/faq/Nemdp.html
选择深圳盈泰硅胶厂的理由:我们选择的是环保硅胶原材料,图纸定制产品可以按客户的要求进行多个硬度和材料的打样确保客户收到满意的样品。
我们的任务在于进一步发展生产技术,使其经济、精确、高效而又面向未来,专业的设计师团队,满足客户的各种按键工艺设计需求。
完善的品质管控体系,我们拥有专业生产团队和一批十年以上经验非常丰富的管理与技术人才并且通过ISO9001:2015质量管理体系,好的产品的品质关乎企业生命!
我们的生产设备齐全,液态硅胶注射成型机,油压成型模压机,精密的模具加工设备,各种检测设备(2D投影仪,拉力机,硬度机等十多种测试仪器)。





