
来源:盈泰高精发布时间:2020-08-29
一、什么是困气?
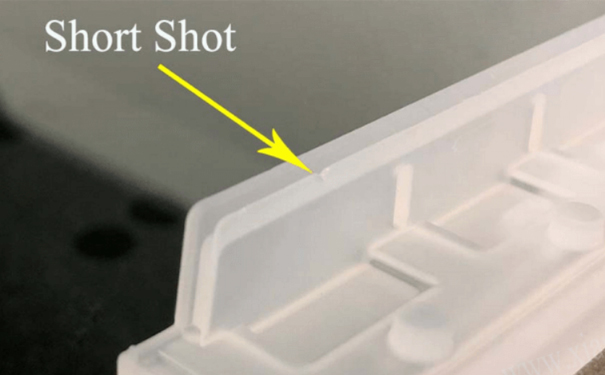
在lsr注射成型带有按钮的硅胶按键中,容易发生困气(也成为困气陷阱)。困气是指空气被困在模具腔内,无法从模具排气口流出。空气截留常发生在最 后填充区和厚到薄的区域,在注塑模具中的困气会导致产品成型零件的缺陷,如空洞和气泡,短射也称为不完全填充。
二、为什么在LSR注射硅胶按键生产中会发生模具困气?
硅胶按键有两种,一种是带弹性壁的硅胶按键,另一种是不带弹性壁的按键。硅胶键盘采用弹性体制成,可压缩成型,液态硅胶注塑成型,LSR硅胶注射成型时,由于流道的影响,容易导致短射滞留在弹性壁区域。
三、流道效果,硅胶键盘的壁厚差别很大
硅胶按键弹性壁的厚度约为0.3-0.8mm,但硅胶垫和按键的厚度要比按键弹性壁厚得多,这就使得橡胶键盘几何形状的厚-薄-厚。在液体硅胶成型过程中,硅胶材料首先流向厚截面的腔体,因为厚截面的阻力小于薄截面。此外,当原料流向薄片区域时,薄片前部被快速固化,固化部分阻塞了材料流向其他薄片的通道。在这些区域,空气被困住了。这些元素会导致薄层区域不能完全填充。
四、长流道会导致液体硅胶按键出现困气,特别是在后面填充区域
如果空腔内流道过长,在最 后填充段可能会出现困气,造成不完全填充。腔内流动路径不同,流动距离也不同。例如,下面有3条流路径。第三条路比另外两条路长。流道2是在流道1和流道3之后最 后充填的。2流道可能出现模具排气问题,造成空气滞留和短射。
五、大流量转弯角可能会导致液体注入硅胶按键短射
在液体硅胶按键成型过程中,如果腔内有较大的流量转弯,液体硅胶不容易流到转弯区域,特别是经过大流量弯曲后的薄件。橡胶键盘由于薄区阻力较大,注塑压力不足,可能会出现短射的问题。
六、硅橡胶按键注塑生产中如何解决气阱问题
改进模具排气系统可以减少LSR注塑按键生产中出现气阱的可能性。当我们在吸气区增加更多的模具排气时,可以大大提高短射。就像图片中的硅胶键盘,我们在按钮带附近增加了三个模具排气针,解决了键盘短短的问题,这些排气允许空气逸出和硅胶的顺利流动。
改变液体硅胶注塑机的参数,如注射温度、注射速度、注射压力、真空条件等,也会影响模具的排气。
如果注射速度较慢,则有更多的时间模具排气。但缓慢的注射速度也会导致较低的温度,硅胶流动也减慢。材料会在其他型腔区域填充前变硬,并造成硅胶键盘短弹,所以任何调整LSR注塑机参数的人都应该花时间去尝试,什么是好的模具排气,而不是造成不完全填充产品。
七、增加针阀,减少流道距离
如果硅胶按键较大,一个针阀是不够的,一腔是不够的,LSR注射针阀提供注射闸阀,允许硅胶在腔内注射。只有一个针形阀,一个大的按键将导致长流道的情况下模具困气和短射,更多的针阀允许硅胶物料更均匀地流向型腔角,减少流道。
八、对于被困住的气泡和空气,我们也采取了以下解决方案:
1、熔体流动:改变浇口位置或增加注射口;
2、排气系统:增加排气通道,或改变流动通道的宽度和深度;
3、过窄壁:增加壁厚尺寸;
4、增加排气;
5、液态硅胶材料的粘度;
6、调整工艺参数:模具温度、注塑压力、保持压力、背压、锁模力等。
注:文章转载自网络,版权归原作者所有。



微注射单元:最低的注射量,最高的精密性")
")
